Как согнуть трубы из различных материалов без трубогиба в домашних условиях
Содержание:
- Особенности алюминиевых труб
- Трубогибочные станки работающие способом наматывания
- Как согнуть алюминиевую трубу
- Самостоятельное сгибание металлической трубы
- Особенности производства, свойства алюминиевых труб
- Виды металлопластиковых изделий и трубогибов
- Труба профильная: что это такое
- Методы сгибания трубы под прямым углом
- Сгибание под высокой температурой: особенности метода горячего сгиба ↑
- Приспособления для гибки труб
- Промышленные методы холодного гнутья
Особенности алюминиевых труб
Алюминиевые трубы отличаются малым весом, пластичностью, стойкостью к коррозии, химическим и температурным воздействиям (способны переносить колебания температуры от +150 до -279 градусов).
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.
Алюминиевые трубы классифицируют по следующим параметрам:
- Форме сечения. Они могут быть круглой, квадратной, прямоугольной и фасонной форм.
- Способу изготовления. Бывают холоднодеформированными, прессованными и сварными.
- Длине. Мерные, немерные, имеющие кратную мерность и бухтовую фасовку.
- Химическому составу (марка АI). Могут иметь высокую или техническую чистоту.
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно
Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
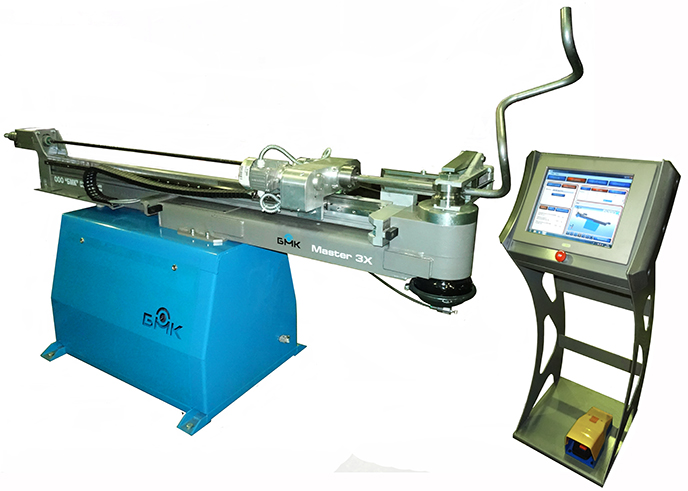 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
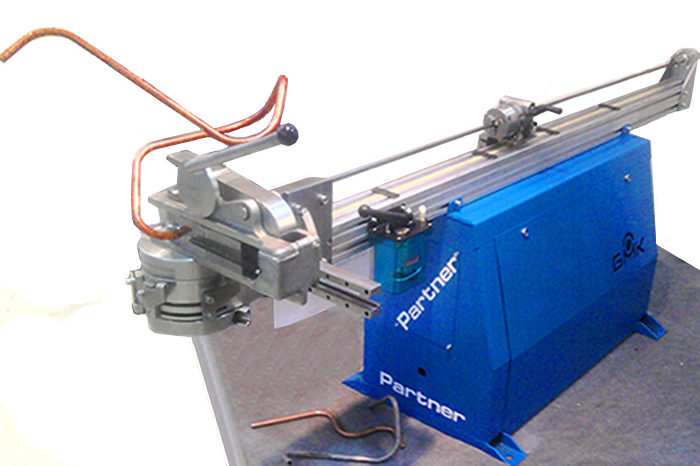
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
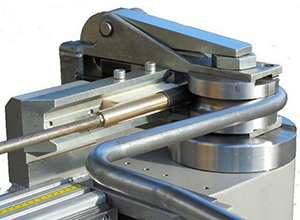
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.
Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты
Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности
Самостоятельное сгибание металлической трубы

Если у вас нет специального оборудования, то чтобы согнуть металлическую трубу в домашних условиях, вы можете использовать один из следующих методов:
- Обычно в процессе сгибания трубы могут ломаться или уменьшаться в диаметре. Чтобы этого не произошло, изделие нужно заполнить сухим просеянным песком. Чтобы песок не высыпался, на концах заготовки устанавливаем заглушки. Проще всего для этого подготовить деревянные чопики и вбить их, но так, чтобы потом можно было легко вытащить без деформации трубы. Теперь заготовку можно сгибать, не боясь, что она сломается и уменьшится в сечении. При этом если труба выполнена из мягкого металла, то процедуру можно легко провести без использования вспомогательных инструментов. Для более плотного материала можно использовать дополнительную трубу нужного диаметра, которая будет надёжно закреплена в земле или другом оборудовании. В этом случае заготовку гнём, используя принцип рычага.
- Если нужно согнуть алюминиевую или стальную заготовку, то процедуру делают с использованием паяльной лампы или газовой горелки. Для начала в отрезок изделия нужно насыпать просеянный мелкий песок и заглушить концы. Затем элемент фиксируем в тисках. После этого участок, который нужно согнуть, нагреваем при помощи горелки. Греть стоит до тех пор, пока это место не приобретёт ярко-красный оттенок. Проконтролировать, что алюминиевая труба достаточно нагрета, можно при помощи листка бумаги. Если его поднести к нагретой трубе, бумага должна загореться или начать дымить. После этого на руки одеваем перчатки, чтобы защититься от ожогов, и постепенно гнём трубу.
Если нужно изогнуть трубу квадратного сечения (небольших размеров), то процедуру можно выполнить без нагревания. Однако засыпать песок или залить воду зимой всё равно придётся. Для сгибания вам понадобится резиновая киянка. Далее трубу укладываем на две опоры и ударами киянки в центральной части сгибаем заготовку. Если изгиб получится слишком большой, то элемент в этом месте нагревается и немного распрямляется. Однако при таком методе форма профильного изделия может немного нарушиться
Если вам очень важно сохранить правильное сечение профильной трубы, то нужно найти прочную пружину подходящего диаметра (по размеру внутреннего сечения элемента). Помещаем пружину внутрь заготовки в районе места сгибания, привязав её проволокой, чтобы потом можно было извлечь
Теперь можно смело гнуть отрезок трубопровода, не боясь деформации сечения.
Целесообразность использования метода со сварочным агрегатом и болгаркой под вопросом, но мы опишем и его. Для этого на участке изгиба при помощи угловой шлифмашинки наносятся неглубокие надрезы. Это позволяет снизить прочность изделия, после чего его легко согнуть вручную. Затем надрезы завариваются сваркой.
Особенности производства, свойства алюминиевых труб
Трубные профили из алюминия делятся по способу производства на три группы:
- холоднодеформированные;
- прессованные;
- сварные.
Трубопрокаты из алюминия производят разными способами
Первая позиция – алюминиевые трубы диаметром 6-150 мм. Они носят общепромышленное назначение и выпускаются по ГОСТу под номером 18475-87.
Суть технологии заключается в том, что берется алюминиевая болванка, в которой сверлится сквозной отверстие вдоль оси. Затем заготовку прокатывают между роликами, формируя сечение готового изделия.
Вторая позиция – это алюминиевые трубы диаметром 6-220 мм, изготавливаемые по ГОСТ 18482-79. В основе технологии лежит метод прессования разогретой заготовки на специальном стане. Заготовку укладывают на матрицу и прессуют до образования требуемой формы. Далее полуфабрикат прокатывают на стане через ролики.
Третья позиция – это алюминиевые трубы, изготавливаемые или из листа, или из ленты, она же штрипс, методом скручивания и сварки по шву с внутренней и внешней стороны. Обязательно в качестве конечного этапа проводят горячий отпуск готового изделия. Причина – снятие внутренних напряжений на сварочных участках.
Алюминиевые трубы можно разделить еще на две категории по толщине стенки:
- до 5 мм – тонкостенные;
- более 5 мм – толстостенные.
Толстостенные модификации
В процессе производства нередко применяют дополнительные операции, которые улучшают технические и эксплуатационные характеристики. Все дело в самом металле. При температурах ниже +20°С при деформации может произойти излом конструкции. Поэтому применяют или термообработку, например отжиг или закаливание, или механическую обработку – нагартовку, другое название – наклеп.
Оба варианта улучшения дают возможность сделать из пластичного и мягкого металла твердый и прочный. Именно такие профили используются в разных конструкциях.
И все же высокая пластичность – главное достоинство алюминиевых труб. То есть деформировать, согнуть изделие несложно, при этом оно не теряет своих качеств и свойств.
Где применяются алюминиевые изделия
Область использования широка. Причины популярности:
- продукция из алюминия не требует особого технического обслуживания;
- легкость получаемых конструкций;
- простота в транспортировке и монтаже, в т. ч. и если изделие требуется согнуть.
Основные сферы применения:
- Сельское хозяйство. Из алюминиевых труб сооружают дренажные и поливочные системы, собирают ограждения для мелких животных и растений.
- Нефтедобыча. Алюминиевые трубы инертны к нефтепродуктам, не изменяют своих характеристик под их действием.
- Системы вентиляции. Изделия из алюминия легко поддаются деформации, резке и сверлению, их достаточно просто согнуть, что упрощает процесс монтажа вентиляционных воздуховодов и шахт.
- Строительство. Из алюминиевых труб изготавливают каркасы для беседок, ангаров и навесов. Делают перила, козырьки, ограждения. Сегодня все чаще стали использовать в сооружении навесных фасадов.
- Мебель – стулья, кресла, столы и прочее.
- Реклама – щиты, стойки, каркасы под витрины.
Виды металлопластиковых изделий и трубогибов
Металлопластиковые трубы изготовлены из 2 материалов – полиэтилена и алюминия. Тонкий слой алюминия заключен между 2 слоями полиэтилена. Такие изделия можно согнуть, как и полипропиленовые, причем практически теми же способами.
Трубогибы выпускаются разных конструкций:
- Ручные;
- С электрическим приводом;
- С гидравлическим приводом.
При сгибании труб следует одевать защитную экипировку
Если человек профессионально не занимается сантехническими работами постоянно, а трубу согнуть надо, можно приобрести самый простой ручной трубогиб или взять что-то получше в аренду. Тонкие металлопластиковые трубы можно согнуть руками. Но при этом их нужно плавно сгибать по всей длине как минимум 6-8 раз.
Если у человека нет опыта работы с подобными изделиями, лучшим решением будет обратиться к профессионалам. Они имеют подобный опыт и все необходимое оборудование для работы.
Согнуть пропиленовые трубы вполне реально. Но лучше, конечно, по возможности использовать фитинги, чтобы соединить их между собой. Согнутое изделие несколько теряет в прочности в месте изгиба. Это может привести к более быстрому износу именно в этом месте.
Труба профильная: что это такое
Обычная труба является металлическим цилиндром с толщиной стенок и диаметром, определяемым стандартами. То же самое определение подойдет и к профильной, только сечение ее выполняется не круглым. У профиля оно бывает:
- прямоугольное;
- квадратное;
- шестиугольное;
- овальное.
Отличительная черта такого материала — повышенная прочность.
Профильный металл выдерживает значительные нагрузки при изгибе, что делает его использование в металлоконструкциях предпочтительнее труб с круглым сечением. Но это преимущество превращается в главный недостаток при попытке гнуть прочный профиль.
Чаще всего его изготовляют из двух видов стали: высоколегированной или низколегированной. Различные технологии производства позволяют изготавливать горяче- и холоднокатаные, бесшовные и электросварные образцы труб. Эти свойства учитываются при сгибании профилей.
Кроме формы сечения и толщины стенок, следует учитывать пластичность материала, из которого сделана труба. От нее зависит радиус изгиба. Если работать с профилем, не учитывая эти особенности, порча материала станет неизбежной.
Методы сгибания трубы под прямым углом
Металлические изделия отличают особой прочностью, однако особое воздействие на этот материал позволяет придать ему необходимую форму.
Согнуть металлическую трубу самостоятельно можно несколькими способами:
С помощью колышков. При таком способе сгибания возрастает риск образования дефектов трубы или ее поломки. Решить проблему помогает заполнение внутренней полости сухим мелким песком. Предотвратить его высыпание можно с помощью заглушек на обоих концах трубы. После этого можно приступать к непосредственному сгибанию трубного изделия. Заготовку вкапывают в землю и методом рычага стараются выполнить сгибание. Для проверки своих сил можно потренироваться на не пригодных стройматериалах аналогичного состава. Такой способ становится решением задачи, как согнуть тонкую трубу, например, диаметром 16-20 мм. Допускается применять этот прием и для более толстых конструкций, но стоит помнить, что это будет более трудно
Особенно важно помнить, что не все материалы можно сгибать указанным методом. Оцинкованные изделия требуют использования других способов.
Методом нагревания
Изменить форму алюминиевых или стальных трубопроводов можно при нагревании. Конструкция заполняется песком и закрепляется в тисках. С помощью газовой горелки нагревается участок трубы, где планируется выполнить сгиб. Определить предел температуры нагревания алюминиевых труб можно следующим образом: бумажный листок, поднесенный к нагреваемому участку, должен начать дымиться(про
Сгибание под высокой температурой: особенности метода горячего сгиба ↑
Чтобы придать нужную форму нестандартной пластиковой трубе, следует подготовить:
Пружину для сохранения внутреннего диаметра, или песок.
Строительный фен: желательно купить оборудование с многоступенчатой регулировкой температуры, чтобы не перегреть пластик.
Формировочный станок: доска или кусок панели из ДСП с закрепленными хомутами по ходу запланированной формы трубы.
Заготовки по радиусу из брусков.
Бруски для шаблона сгиба
Инструкция: сгиб трубы шаг за шагом ↑
Как согнуть без повреждений стенок канализационную ПВХ трубу? Прежде чем начать, следует заполнить внутренний просвет. Внутрь трубы вставляют пружину, или толстостенную металлическую трубу. Некоторые мастера советуют засыпать песок и запаять или заглушить края.
Но во время нагревания крупинки песка могут прилипнуть к внутренним стенкам, из-за чего в месте изгиба будет постоянно скапливаться грязь.
После заполнения трубу фиксируют на станке хомутами. Если есть возможность, нужно надеть формировочную муфту из силикона, чтобы стенки не поцарапались во время работы.
После крепления к станку, в запланированных местах устанавливают радиусные шаблоны.
По всему диаметру осторожно нагревают стенки феном, сгибая трубу по шаблону
Очень важно не перегреть поверхность – ПВХ плавится уже при 130 о , полипропилен – при 150 о. Проводить гнутье нужно очень медленно, чтобы на нижнем крае изгиба не сформировались наплывы и складки
Согнутая горячая труба
Согнутую трубу необходимо оставить в фиксированном состоянии до полного остывания. Только после этого можно проверить, соответствует ли полученный изгиб запланированному.
Результат: как проверить качество и целостность сгиба ↑
Качество работы можно оценить сразу: если полученный изгиб визуально не изменил форму сечения, стенки – ровные, без складок и трещин, то все сделано правильно.
Идеальный радиус ПВХ трубы
Если стенки от разогрева расплавились, существенно истончились, на нижнем крае – ярко выраженные складки, то такую трубу придется выбросить. Неровности на внутренней поверхности и сильная деформация сечения – это причина того, что внутри сгиба будет накапливаться налет, который приведет к засорению.
Проверить герметичность участка можно, наполнив водой трубу. Но точно спрогнозировать, как долго согнутая пластиковая канализационная труба будет герметичной, нельзя. При повышении напора внутри системы истонченные стенки могут треснуть, со временем появятся микротрещины.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Промышленные методы холодного гнутья
В зависимости от диаметра элемента и объёма работ могут использоваться ручные инструменты (трубогибы) или устройства с электромеханическим приводом.
Основные промышленные методы холодной гибки:
- Методом наматывания. Данная методика позволяет загнуть трубу с сечением в пределах 1,0-4,26 см в разных плоскостях. Чтобы сохранить форму сечения, используют составные или стержневые дорны – калибрующие пробки.
- С обкаткой. Такой способ подходит для сгибания трубчатых элементов диаметром не более 15 см. При этом толщина стенок должна быть внушительной. Суть метода: вокруг статичного гибочного ролика заданного размера движется обкатывающий ролик. Он прижимает трубу и выполняет её изгиб.
- Вальцовкой. Этот способ позволяет изогнуть заготовку по спирали или в кольцо. На вальцах элемент перемещается роликами и приобретает заданную положением роликов кривизну.
- Волочением. Метод подходит для сгибания тонкостенных цельнотянутых изделий. Для сгибания изготавливается шаблон из трубчатого элемента большего диаметра. Затем шаблон продевается в фильеру и фиксируется зажимом. За счёт вращения шаблона заготовка протягивается сквозь фильеру и загибается.
- При помощи растяжения. Эта методика позволяет свести к минимуму риск возникновения деформаций металла. Для этого заготовка фиксируется на краях, растягивается и сгибается одновременно за счёт использования гибочного шаблона.
- На опорах. Обычно используется две опоры, на которые укладывается заготовка. По мере изгибания опоры поворачиваются вокруг своей оси. Шаблон соединяется со штоком домкрата так, чтобы усилие прикладывалось по центру заготовки. Метод подходит для сгибания трубчатых изделий диаметром не более 35,1 см. Оборудование позволяет выполнить сгибание прямо на стройплощадке.
- С гидростатическим давлением внутри. Для этого в трубчатый элемент нагнетается жидкость. На концах устанавливаются заглушки. Из-за возникающих напряжений металл достигает почти пластического состояния. Потом к месту изгиба подносят шаблон и изгибают заготовку.
- С проталкиванием. Способ подходит для сгибания элементов диаметром в пределах трёх дюймов. Заготовку проталкивают через неподвижную и подвижную матрицу. Благодаря смещению матриц относительно друг друга можно регулировать кривизну изгиба. С помощью этой методики одну заготовку можно согнуть несколько раз в разных плоскостях.
Что касается использования дорнов, то самой простой пробкой для труб сечением не более 3,2 см может быть стальной трос. Один конец этого троса фиксируется в рукоятке. Другой конец соединяется с проволокой для выполнения протягивания в просвет. При этом диаметр калибрующей пробки должен быть чуть меньше, чем сечение трубчатого изделия – примерно на 0,1-0,5 мм.
Во время использования калибровочных пробок на внутренней поверхности заготовки могут возникать нежелательные царапины и насечки. Обычно такое происходит при сгибании изделий из нержавейки. Чтобы защититься от таких нежелательных последствий, нужно правильно выбирать материал для изготовления пробки, а также использовать смазку и тщательно очищать поверхность.




